Components and functional units
Hydraulics
Use of power-controlled axial piston pumps instead of vane pumps.
Fully developed hydraulic power units with a large tank volume which, depending on the application, are equipped with up to four power-regulated axial piston pumps.
High pressure output possible, optimum supply to all hydraulic drives, controlled heat development
Use of proportional control valves with integrated electronics for continuous pressure adjustment and speed setting
Precise control, high repeat accuracy, optimum positioning accuracy
Installed close to the consumer
therefore short reaction times for parameter changes
Adjustable from the visualisation, settings data can be saved.
Mechanics und Kinematics
Quick Mould Change Slide:
Each mould is automatically moved in and clamped
Extremely short mould change times with only one employee
Solid Frame:
Strong enough for the workload but at the same time flexible enough to absorb the high vibrator forces
Avoiding cracking due to an unnecessarily inflexible construction
Adjustment of the Filler Box Table for Mould Change:
Via separate spindle units
Perfect adjustment due to four-way suspension
Serves as a track for the filler box
Guaranteed good and fast mould filling
Very fast mould change
Stone Height Switch-Off
Possible via path and time measurement
Possible via mechanical lock
Guarantees very precise height accuracies, especially with higher products
Easy Accessibility:
The hydraulic locking system and the OMAG positioning device enable the machine to be opened and closed quickly at any time.
Fast repair and maintenance intervals given
Mixing and Batching
Use of separate face mix and base mix concrete mixers, instead of just one mixer for both types of concrete.
Use of a planetary mixer instead of a screw mixer for very good mixing
Transport via bucket conveyor
- Avoiding high wear of the mixer, as occurs with the overhead version (above the machine without bucket conveyor).
- Avoiding separation of the materials on the conveyor belt when using conveyor belts instead of bucket conveyors
- Avoiding too quick drying of the cement on the conveyor belt
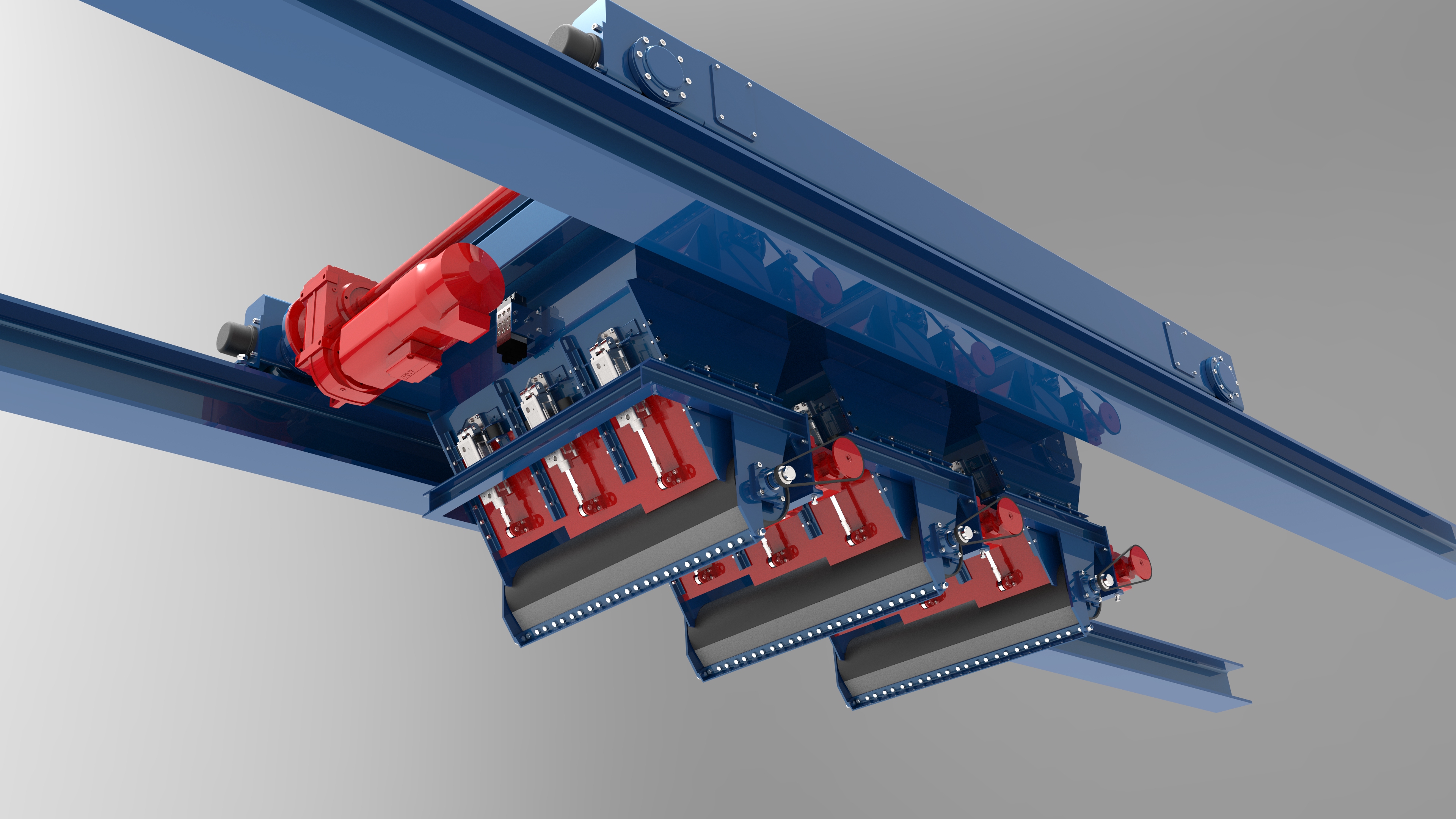
COLORMIX-Bucker Conveyor with Roller Dosator
The 3 buckets of the COLORMIX bucket conveyor are filled one after the other with 3 coloured concrete mixtures by the mixer. Each bucket is designed as a weighing container, the 3 concrete weights are displayed separately. The filled bucket conveyor moves over the machine hopper of the block machine, all transfer positions can be freely preselected. Exact positioning is achieved via distance measurement in conjunction with a frequency-controlled travel drive. The fresh concrete is metered into the machine hopper via the roller dosator. The variable metering capacity is determined by the discharge width, by the 2 separate height slides and by the frequency-controlled speed of the roller dosator. The coloured fresh concrete is transferred on the left and right or from both discharge sides simultaneously – the concrete quantity is preselected in kg. For the COLORMIX blocks, the recipes are worked out empirically. A level measurement is not necessary. The stored recipes according to colours, weights and discharge positions can be reproduced at any time.
Technical Specifications:
- Number of buckets: 3
- Max. Quantity of coloured concrete.: 3 x 1200 kg
- Dosing capacity: 1 bis 28 l/s
- Driving speed: 0,1 – 0,8 m/s
- Track width: 1750 mm
- Wheelbase: 4425 mm
- Height: 1600 mm
- Inlet: 1250 x 1250 mm
- Outfeed width: 2 x 550 mm
- Dead weight: 3200 kg